由于污水污染严重,污染物成分复杂,较难处理,容易造成非常严重的环境污染。所以有很多的污水处理工艺来相结合进行污水处理,深圳市水天蓝**科技有限公司将详细解释电渗析法处理废水:
1、电渗析概念与原理:
1.1 概念:
利用半透膜的选择透过性来分离不同的溶质粒子的方法称为渗析。在电场作用下进行渗析时,溶液中的带电的溶质粒子通过膜而迁移的现象称为电渗析。利用电渗析进行提纯和分离物质的技术称为电渗析法,它是20世纪50年代发展起来的一种新技术,相当初用于海水淡化,现在普遍用于化工、轻工、冶金、造纸、医*工业,尤以制备纯水和在环境保护中处理三废相当受重视,例如用于酸碱回收、电镀废液处理以及从工业废水中回收有用物质等。
1.2 原理:
电渗析基本工作原理是在直流电场的作用下,以电位差为推动力,利用离子交换膜的选择透过性,把电解质从溶液中分离出来,从而实现溶液的淡化、浓缩、精制或纯化的目的。电渗析原理图如图1-1所示。
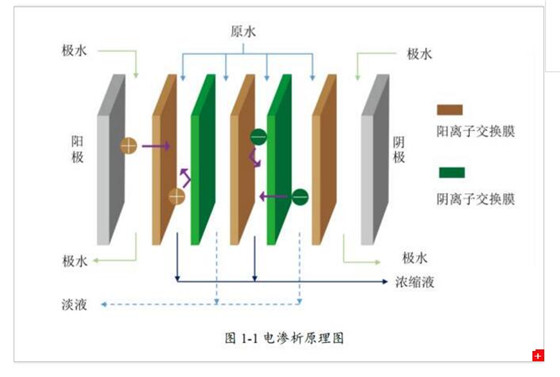
电渗析装置通常由离子交换膜、电极和夹紧装置三部分组成。电渗析过程的实质是电解质离子在两股液流间的传递,其中一股液流失去电解质,成为淡化液,另一股液流得到电解质,成为浓缩液。因此,电渗析过程脱盐溶液中的离子以两个基本条件为依据:
1. 在直流电场的作用下,使溶液中的阴、阳离子作定向移动;
2. 离子交换膜的选择透过性使溶液中的离子作反离子迁移。
电渗析工艺的电极和膜组成的隔室称为极室,其中发生的电化学反应与普通的电极反应相同。阳极室内发生氧化反应,阳极水呈酸性,阳极本身容易被腐蚀。阴极室内发生还原反应,阴极水呈碱性,阴极上容易结垢。
2、电渗析技术的各种应用:
2.1 中高温电渗析工艺:
电渗析器进水温度对脱盐率的影响很大。随温度升高,水的黏性下降,从而水中离子的扩散加快,膜及溶液的电导率上升,有利于离子迁移和透过离子交换膜,从而提高电流密度,降低处理费用,增加脱盐率。但温度的升高上限还要由电渗析器的耐受程度决定,当温度升至40-50℃时,阴离子交换膜易分解,聚氯乙烯隔板也易变形。此外,水温低于5 ℃时,电渗析脱盐率明显下降,且接近损坏离子交换膜的温度。所以电渗析器温度一般控制在5-40 ℃的中高温范围内。
2.2 倒极电渗析(EDR)工艺:
EDR工艺是我国根据ED原理于1982年研制成功的一种新工艺,它每隔一定时间(一般为15-20 min),倒换正负电极极性(频繁倒极),这样能自动清洗离子交换膜和电极表面的污垢,确保淡水的水质水量、离子交换膜稳定运行和浓水排放量相当少,倒极电渗析原理如图3-1所示。

EDR系统是由电渗析本体、整流器及自动倒极系统三部分组成,其倒极操作程序如下:
1. 转换直流电源电极的极性,使浓、淡室互换,离子流动反向进行;
2. 转换进出水阀门,使浓、淡室的供排水系统互换;
3. 极性转换后持续1-2min,将不合格淡水归入浓水系统,然后浓、淡水各行其路,**正常运行
2.3 双极膜电渗析(EDMB)工艺:
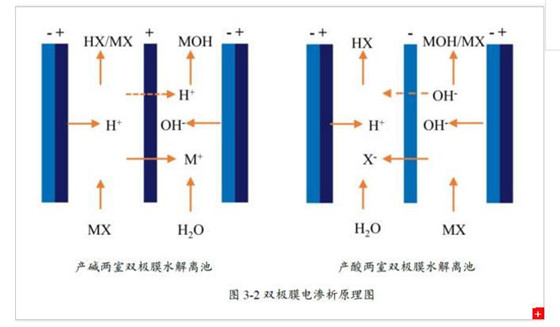
EDMB工艺是一种独特的电渗析过程。它通常由阳离子和阴离子交换膜叠合在一起形成,这两种膜的通道构成一个含水的中间层,在电场的作用下,首先将可能存在的离子迁移出中间层,然后通过解离水的作用在膜的阴、阳两侧分别产生H+ 离子和OH- 离子。其相当大的特点是可与其他阴离子交换膜、阳离子交换膜进行巧妙组合,组成许多独具特点的双极膜电渗析工艺。与电解脱水法相比,能耗**降低,并能从盐溶液中生成等摩尔的酸和碱,所以此技术可用于废酸、废碱等物质的再生和利用,降低物质和能源的消耗,减低废物排放,环境污染以及为某些酸和碱的分离与制备提供新的途径,双极膜电渗析的图原理如图3-2所示。
2.4 填充床电渗析(EDI) 工艺:
填充床电渗析又称电脱离子法,是将离子交换膜与离子交换树脂有机地结合在一起,在直流电场的作用下实现除去水中已电离的或可电离的物质的一种新型水处理技术。它利用电渗析过程中极化现象对离子交换填充床进行电化学再生,它巧妙地集中了电渗析连续脱盐与离子交换树脂深度脱盐这两种方法的***,并且克服了它们的缺点,即电渗析过程的浓差极化现象和离子交换的化学再生过程。一般水中含盐量为(50-15000 mg/L )时都可使用,而对含盐量低的水更为适宜。这种方法基本能够除去水中全部离子,所以它在制备高纯水及处理放射性废水方面有着普遍的用途。EDI过程原理如图3-3所示。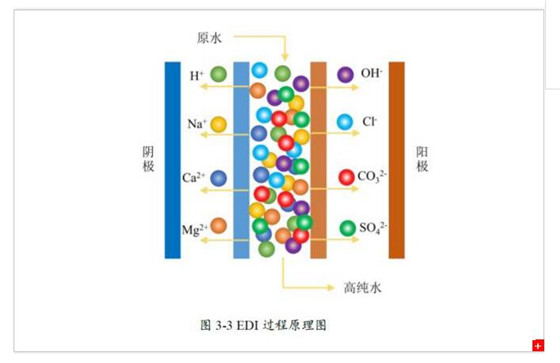
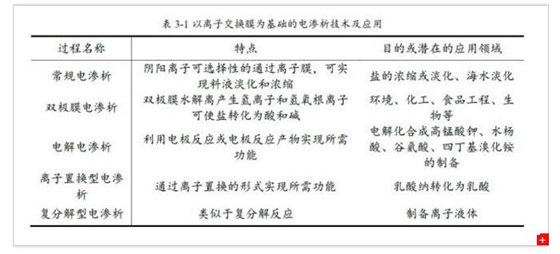
2.5 离子交换膜为基础的电渗析技术及应用:
以离子交换膜为基础的电渗析技术及应用如表3-1所示。
3、电渗析技术在废水处理方面的应用:
电渗析技术自20世纪50年代问世以来, 已有近50多年历史。目前电渗析技术已广泛应用于海水淡化、苦咸水淡化、超纯水制备、工业废水回收再利用, 以及化工过程中的物质分离、浓缩、提纯、精制等,例如用电渗析法处理若干电镀液, 在氧化铝生产中回收碱、铝与工业水回用, 从废酸水中回收酸, 处理含剧毒**物废水, 自来水脱氯等。
电渗析可以用于废酸废碱及含盐废水的处理。污染控制与资源化研究**重点实验室对采用离子膜电解法对处理环氧丙烷氯醇化尾气碱洗废水进行了研究。在电解电压5.0V 时,循环处理3h,废水COD去除率可达78%,废水中碱回收率可达73.55%,为后续生化单元起到良好的预处理作用。齐鲁石油化工公司利用电渗析法处理高浓度复合有机酸废水,浓度为3%~15%,无废渣及二次污染,得到的浓溶液含酸20%~40%,可以回收处理,出水中含酸量可降至0.05%~0.3%。川化股份有限公司采用特殊电渗析装置处理冷凝废水,相当大处理量为36t/h,浓水中硝酸铵体积百分比含量为20%,回收率达96%以上,合格淡水排放水中氨氮质量分数含量≤40 mg/L。工业排放的稀乙酸废水中乙酸的含量在1%以下,回收废水中稀乙酸的方法有萃取分离法、生化处理法、吸附法以及电膜分离法。ED法可以将废水中乙酸浓度从2.5%浓缩到20%。双极膜ED法可以将含质量分数为0.2%乙酸废水中的乙酸有效,废水中乙酸浓度可以被浓缩到36%以上。用改性异相膜ED 处理化纤厂去酸水,可把酸和盐浓缩到了200g/L,再进行多效蒸发可回收多余的Na2SO4,经ED浓缩的H2SO4和ZnSO4溶液可返回凝固浴再用。废水淡化后,溶解固体降到0.7g/L以下,无硬度,返回生产用作洗涤水。在电流密度24mA/cm2,浓淡水浓度比在10左右时,膜的盐迁移量为0.4 kg/(m2∙h)左右。溶液迁移量浓缩时为1770 mL/ (m2˙h),脱盐时平均为396mL/(m2∙h)。浓缩1 t 盐的耗电量在300 kWh,回收水温在(35±2) ℃的软化水耗电10~13kW˙h/m3水。波兰Dykuski kafal利用电渗析将**钠废水电化学分解成**和氢氧化钠, 产物均可返回流程,该法已工业化。日本Kimura Toru 等用电渗析回收了处理铝印刷板表面的酸性废水, 并申请了专利。
此外,由于产品和生产工艺的原因,排放的工业废酸中常含有各种金属离子,ED法也可以实现金属离子和废酸的回收。对于含铜、铁、镍离子的**废水,即使**质量浓度高达200g/L,金属离子质量浓度高达59%。
然而,需要注意的是,电渗析法对进水有一定的要求。这是因为进水中的一些有害成分会对电渗析产生危害,主要表现在以下四个方面:
1. 在设备的水流通道和空隙中产生堵塞现象,水流阻力的不均匀改变也会使浓水室和淡水室中的水压不相等,严重时会使膜面破裂。水中夹带的沙粒也会使膜产生机械性破损。
2. 水流通过电渗析隔板时,水中悬浮物附在膜面上,成为离子迁移的障碍,促使膜电阻增加和水质恶化。电渗析膜是的有机养料,水中所含转移到膜面上繁殖,也会产生上述后果。
3. 水中带极性有机物被膜吸附后,会改变膜的极性,并促使膜的选择透过性降低,膜电阻增加。
4. 高价金属离子(如铁、锰)会使离子交换膜中毒;游离氯使阳膜产生氧化,进水硬度高时会导致极化的沉淀结垢。
故进电渗析器水的主要处理对象是天然水中的悬浮物质和胶体物质,其中包括无机物质、有机物质和。
深圳市水天蓝**科技有限公司





